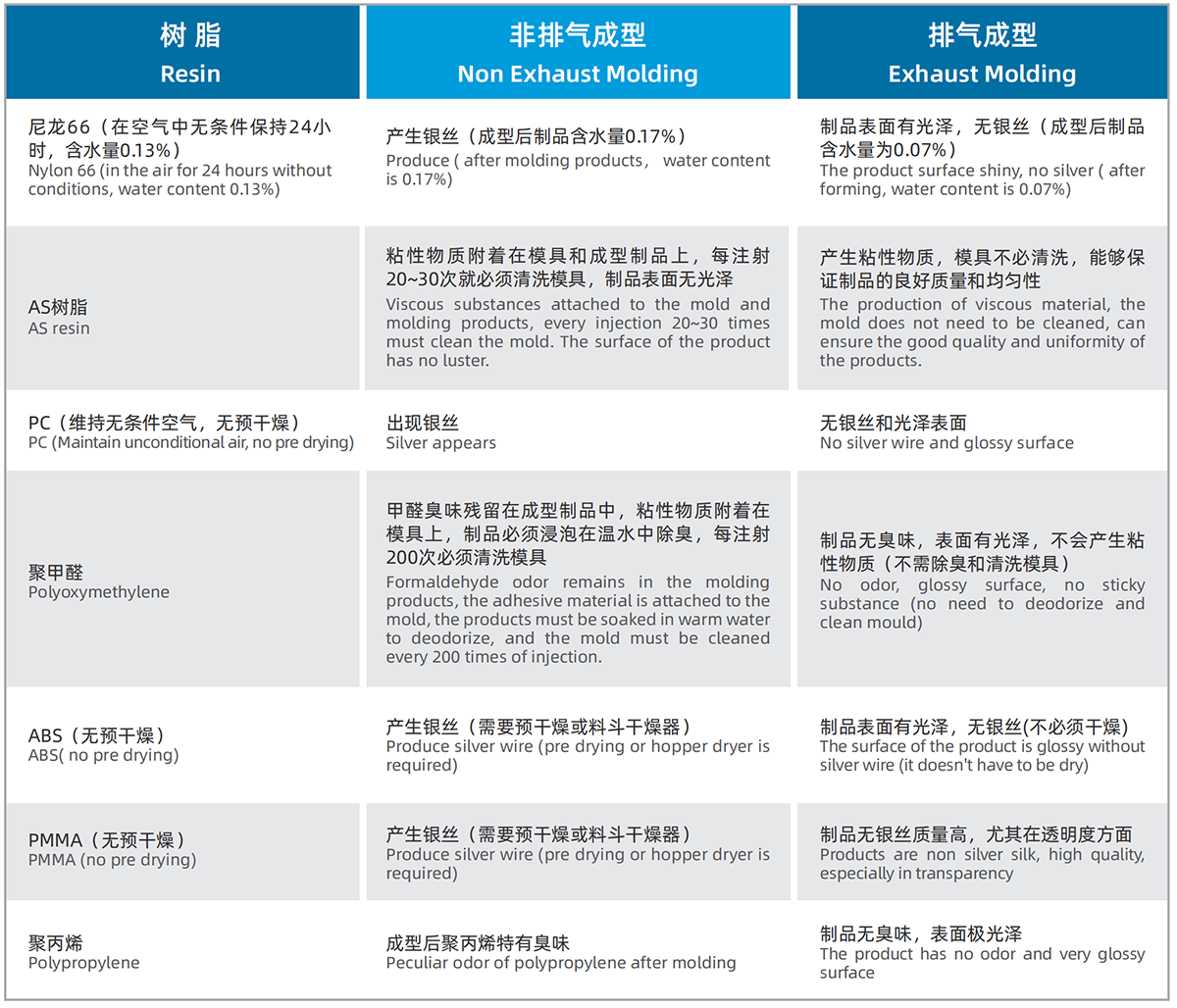
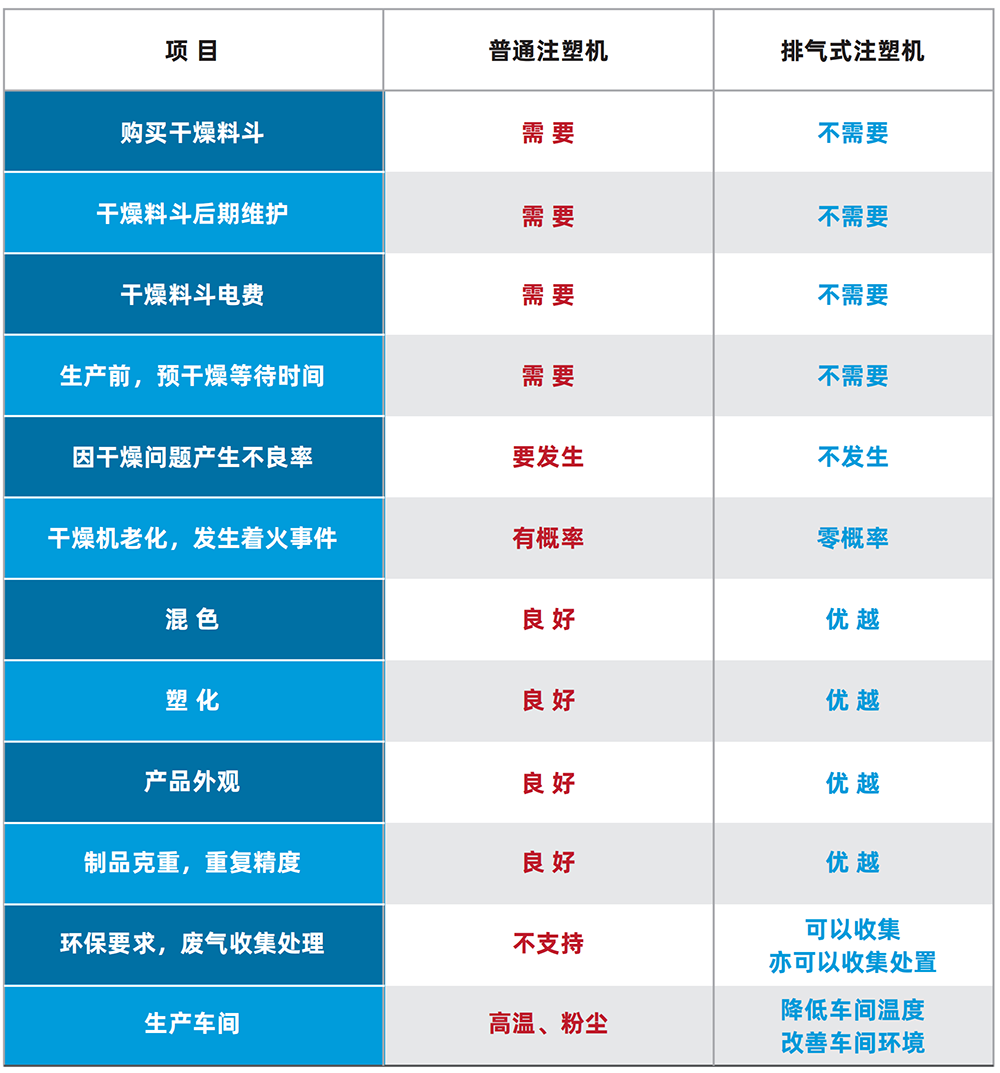
01.Without dehumidification and drying equipment.
02.Without drying process, fast production.
03.Saving electricity cost and green manufacturing.
04.Reducing labor cost and easy to automatic producing.
05.Easy to control, with high precision.
06.Better for plasticization and color mixing.
07.Gas collection and disposal meets environmental protection.
08.Establishing a systematic pre-sale, sale in the whole process of after-sale service system.
09.High performance-price ratio and fast investment return.
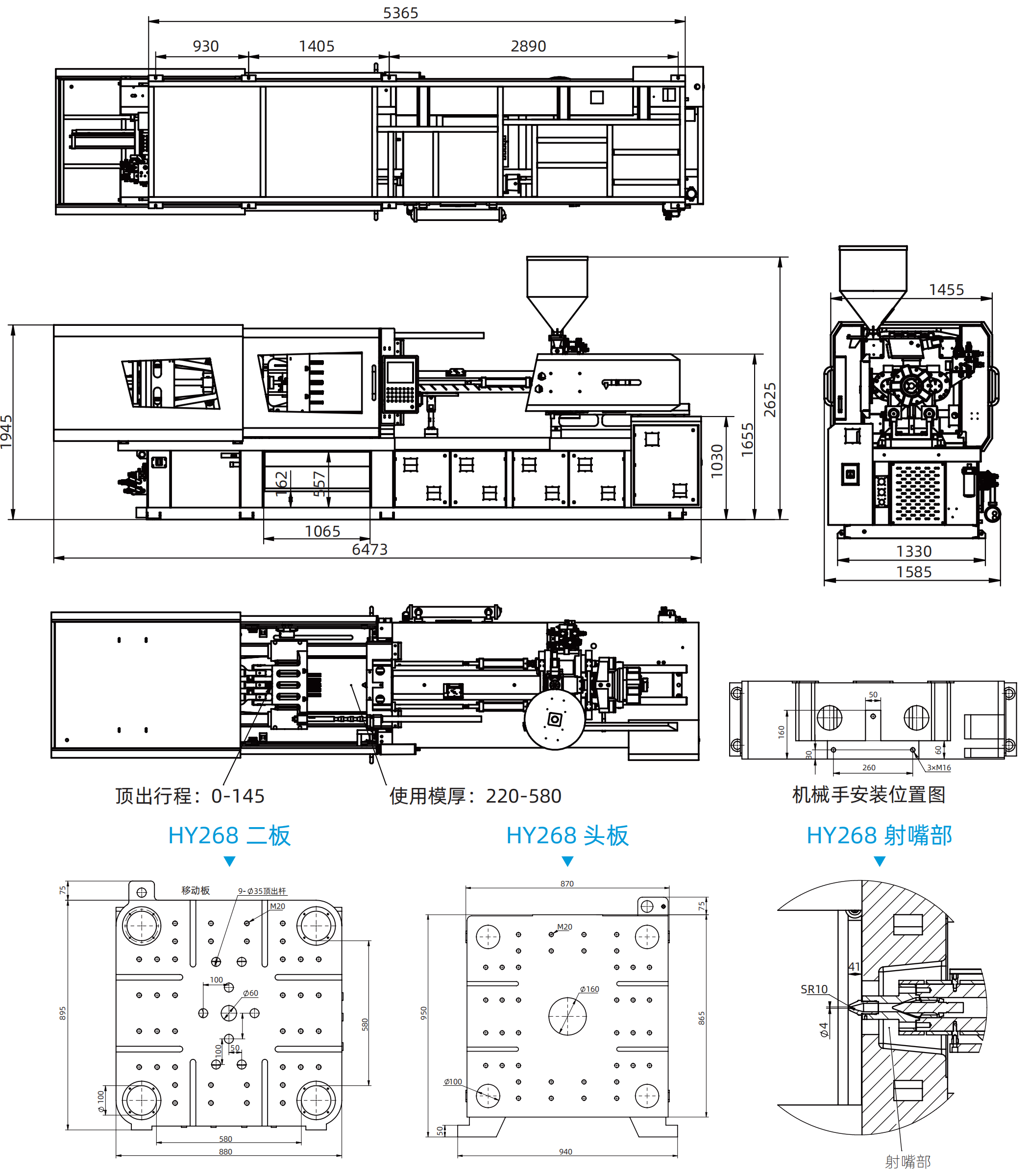
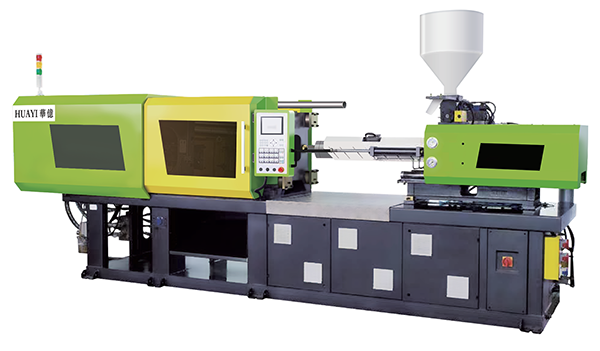
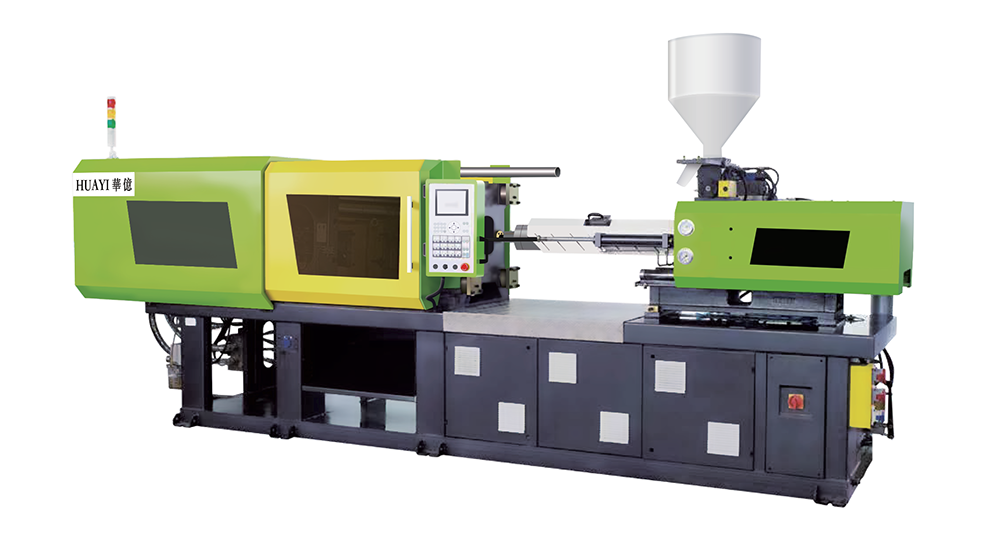
The mainly difference of installation with exhaust machine and ordinary injection molding machine is plasticizing parts. The screw is a reciprocating exhaust screw, which is divided into two stages. The first stage has feeding section, compression section; the second stage includes decompression section, compression section and metering section.
Procedure of working steps: plastic melting and compression→ melting decompression→ gas expansion→ air bubble breaks and separates from the melt→ exhaust, after venting, the material is sheared and homogenized again. From feeding port, the material enters the first stage screw and then passes through the first stage feeding section. The material in compression section has been plasticized into viscosity state, by transition shear element at the end of first stage make the melt thinner. The gas adheres to the surface of the molten material layer and enters the decompression section of the second screw.
Due to the sudden deepening of the screw groove in the decompression section, the capacity increases, and exhaust hole is opened on the material barrel, which is often connected to the atmosphere or vaccum pump storage tank. The melt pressure in the screw groove of the decompression section suddenly decreases to zero or negative pressure. The compressed water vapor and various vaporized volatile substance in the polymer melt are separated from the melt and discharged from the exhaust hole when the bubble breaks. The degassed melt is further plasticized through the second stage compression section and metering section, so that the small bubbles discharged from the interior of the melt to the surface are easy to escape and put into the atmosphere.
In exhaust injection molding, the cross-sectional area, residence time and shear effect of molten material in the screw groove of decompression section are directly related to exhaust efficiency. With high exhaust efficiency, cross-sectional area is small, the residence time is long and the shear effect is large. At this time, there is sufficient time and space to release the gas from melt surface. Strengthening the shear action can break the bubbles in the melt, and it is easy to release by overcoming the resistance of the surrounding medium.
With special design, independent and special exhaust control system obtains the national invention patent.
Adopting full closed-loop response design, servo driving, high efficiency and energy-saving heating ring and injection weight accuracy within 0.3% belongs to precision machine.
The shooting speed is 120mm/s~140mm/s, the accuracy of shooting position is within 0.1mm and mold locking accuracy within 1mm. All important data in producing can be recorded and exported.
“Huayi” Exhaust type injection molding machine has obtained 32 national patents and solve the problem of exhaust injection molding machine.
Can be selected:
1.Smart meters: let the power consumption of each mold and shift be displayed.
2. Internet: Achieving the remote control and inspection of injection molding machine, problem fault prediction and evaluation in the manufacturer’s computer system which can be rapid diagnosis and provide sales service.
Zhejiang Zhoushan Huayi Machinery Manufacturing Co.,LTD.
Address: Xinma Avenue Dinghai Area, Zhoushan City, Zhejiang Province
Mobile: 0086-13646809163 Ms Candy Bao
Email: zshymachinery@163.com
Website:www.huayisuji.com